35 кГц симметричный ультразвуковой роторный рог для радиальной акустической сварки
Ультразвуковой роторный рог имеет конические входные разделы для преобразования осевой акустической энергии в радиальную акустическую энергию. Предпочтительный роторный рог включает в себя первую половину, имеющую первую радиальную сечение сварки и первую осевую входную секцию для приема первой осевой акустической энергии. Роторный рожок дополнительно включает в себя вторую половину в сочетании с первой половиной. Вторая половина имеет вторую радиальную среду сварки и вторую осевую входную секцию для получения второй осевой акустической энергии. Каждое половину обладает подкоминной секцией, определяемой внутренней конической поверхностью и внешней конической поверхностью, так что половины преобразуют часть первой и второй осевой акустической энергии в радиальную акустическую энергию. Каждая внутренняя коническая поверхность образует внутренний угол относительно оси рога, а каждая внешняя коническая поверхность образует внешний угол по оси.
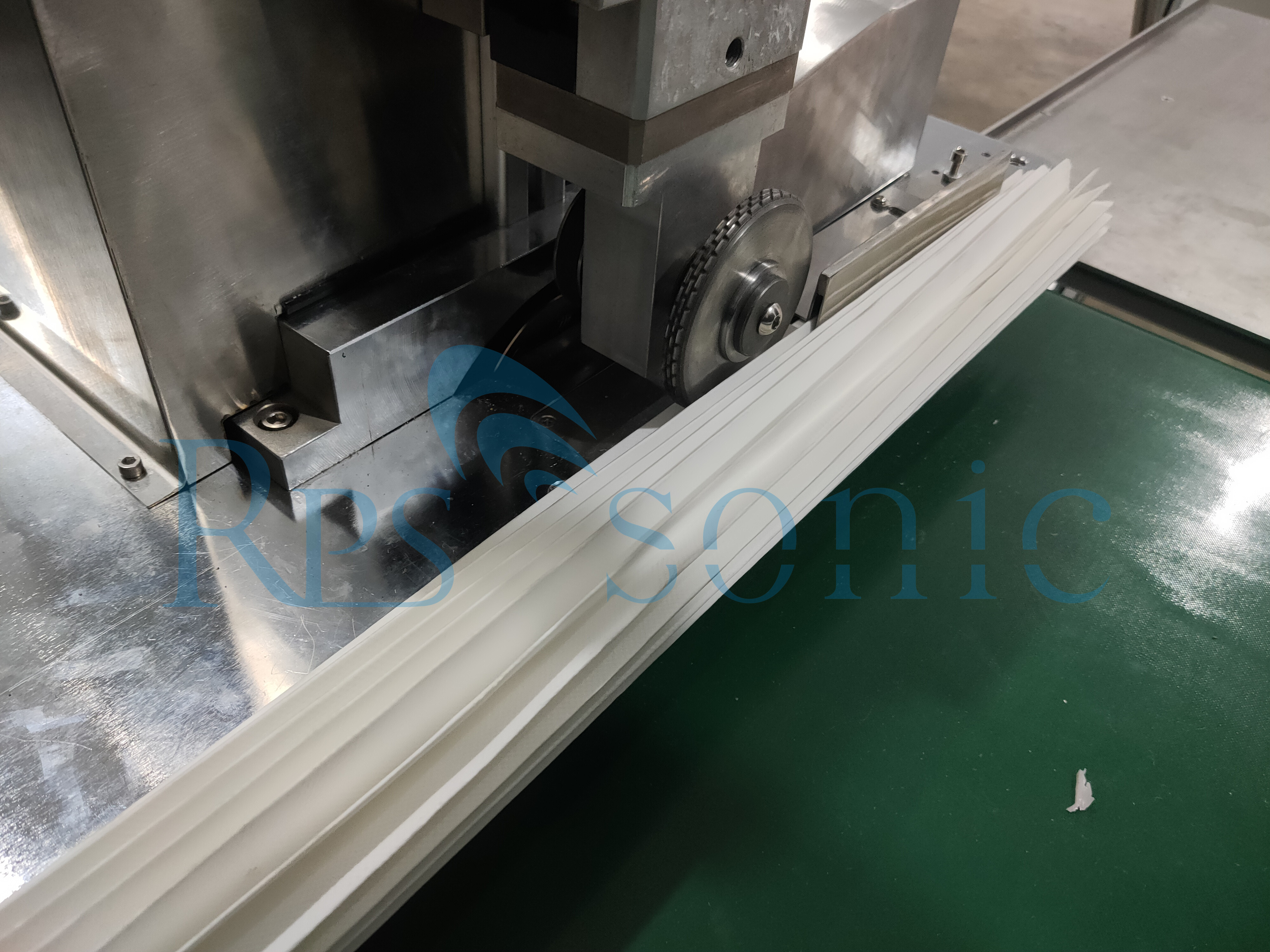
Ротационная ультразвуковая сборка, установленная в корпусе подшипника, которое может быть установлено в любой ориентации. Он доступен в 20, 28 30,35 кГц с шириной связи до 14 мм. Бондер предназначен для производителей машин и опытных конечных пользователей, которые желают развивать свои собственные прикладные и инструментальные решения. Ультразвуковые швейные машины работают как традиционная роторная швейная машина, но производят мягкие, гладкие швы, которые невосприимчивы к влаги или жидкостям.
| Пункт | Параметр |
| Частота | 35 кг |
| Власть | 800W |
| Чипсы керамики | 4Чипс |
| Скорость | 20 м / мин в макс. |
| Ширина сварки | 10 мм в Макс |
| Сварочный рог | 35 кГц роторный рог |
| Тип сварки | Продолжает сварку |
RPS-Sonic Поставка высокой мощности роторных ультразвуковых систем к упаковке, гигиене и специальному преобразованию отрасли.
Хотя было разработано ряд конфигураций рога, хорошо известно, что хороший способ достижения высокого качества и высокоскоростных ультразвуковых сварных швов - использовать роторный рог с вращающимся наковальзом. Как правило, роторный рог цилиндрический и вращается вокруг оси. Входная акустическая энергия находится в осевом направлении, а выходная акустическая энергия находится в радиальном направлении. Рог и наковальня по существу два цилиндра, расположенные рядом друг с другом, вращаются в противоположных направлениях с одинаковыми или неаквациональными тангенциальными скоростями. Части должны быть связаны между этими цилиндрическими поверхностями при линейной скорости, которая обычно соответствует тангенциальной скорости этих цилиндрических поверхностей. Соответствие тангенциальных скоростях роторного рога и наковальней с линейной скоростью деталей может минимизировать сопротивление между рогом и деталями.
Поэтому роторные рога обычно состоят из по меньшей мере из раздела осевого ввода и разрез радиальной сварки. Входной раздел получает осевую акустическую энергию, в то время как разрез сварки применяет преобразованную радиальную акустическую энергию в целевые части. Хотя вышеописанный обычный роторный рог приемлем для некоторых приложений, остаются определенные важные трудности. Одна сложность относится к желанию получить высокий уровень равномерности амплитуды. Однородность амплитуды эффективно является мерой процента сварного шва, получающего одинаковое количество энергии сварки. В частности, равномерность амплитуды определяется путем измерения максимального смещения внешней поверхности секции сварного шва (то есть сварного шва \ «лица») для данного входного возбуждения. Также измеряется минимальное смещение для того же возбуждения, а отношение минимального смещения до максимального смещения представляет равномерность амплитуды. Таким образом, роторный рог с равномерностью амплитуды, приближающийся сотнями процентами, выпускает очень равномерную выходную акустическую энергию по всему его сварку. Однородность высокой амплитуды приводит к более предсказуемым сварным швам и в конечном итоге более низкие затраты на производство.
 Pусский
Pусский














































