Как разработать идеальный ультразвуковой режущий нож
Структурный дизайн ультразвукового резака для тортов
Аннотация: Ультразвуковой резак 20 кГц для пищи предназначен для удовлетворения потребности на резку большой вязкоупругой пищи. Анализируя его модель с помощью метода конечного элемента, получены естественные частоты всех заказов и распределение амплитуды смещения резака кромки резака. Анализируются влияние размера структуры на однородность смещения в выходном порту, продольная естественная частота вибрации и соседней частоты. Структурные параметры с высокой чувствительностью перерабатываются, чтобы заставить резак доминируют продольную вибрацию около 20 кГц. Интервал между резонансной частотой и натуральными частотами достаточно велик, а распределение амплитуды смещения на поверхности режущей кромки значительно улучшается.
В тортной промышленности ультразвуковая резка широко используется, потому что они не требуют резких краев и большого давления, а материал, который необходимо вырезать, не легко вызвано разрывом, поломкой, деформацией и прилипанием
Мы изучили вспомогательную технологию обработки высокопроизводительных сплавов, композитных материалов и хрупких материалов. Мы изучили ультразвуковые режущие ножи, разработали режущие ножи и установили динамическую модель и программу структурной оптимизации. Наша техническая проводимая комбинированная вибрационная обработка на заготовке спеченного материала NDFEB ультразвуковой вращающейся способностью обработки, который продлевал срок службы инструмента. Однако большинство объектов обработки ультразвуковых вибрационных средств являются инженерными материалами и немногими исследованиями на ультразвуковых вибрационных средствах для мягких материалов, таких как торты.
Основными компонентами ультразвукового режущего устройства являются ультразвуковой генератор, преобразователь, рог и режущий лезвие (головка инструмента). При резке материала резак применяет механическую энергию, передаваемую рогом для обработки материала для получения высококачественного резания. Традиционная теория дизайна начинается с классической теории для расчета структурных размеров. В фактическом производстве из-за относительно большого объема режущего объекта требуется режущее лезвие подходящей толщины и ширины, а расчет сложно. В этой статье программное обеспечение конечного элемента Ansys используется для разработки инструмента резания с чистым вибрацией режима, равномерной амплитудной распределением режущей кромки и точной резонансной частоты.
1 Режущий нож Базовый дизайн конструкции
В этой статье используются цилиндрический торт 250 мм в качестве режущего объекта. Целевая частота конструкции (Freq1) составляет 20 кГц, продольный вибрационный режим.
Размер режущего лезвия - W = 260 мм, H1 = 30 мм, ч 2 = 5 мм, L1 = 50 мм, L2 = 69 мм, L3 = 50 мм. Как показано на рисунке 1, материал изготовлен из пищевой нержавеющей стали 316L.
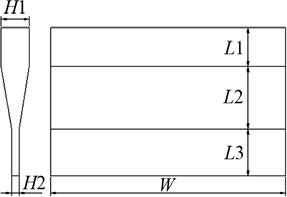
Рис.1 схема ультразвукового резака
1.1 идентификация вибрации
Форма резака торта похожа на плоскую пластину. Этот тип структуры имеет плотную характеристику частоты. Благодаря программному обеспечению конечного элемента многие ученые проанализировали многомерную связанную вибрационную форму аналогичных конструкций и завершили структурную оптимизацию [8-10]. В этой статье модальный анализ режущего лезвия показывает, что в режущем лезвие много режимов, а различные режимы соответствуют различным режимам и различным натуральным частотам. Когда структурные размеры изменений резака изменяются модальный порядок и режим формы могут измениться, что не способствует анализу ANSYS. Следовательно, конструкция оптимизации режущего лезвия сначала необходимо определить различные режимы и извлекать соответствующие натуральные частоты.
1.2 Определение количества слотов
Чтобы уменьшить боковую вибрацию, улучшите однородность амплитуды и распределения перемещения режущей кромки, и избегайте помех соседнего режима вибрации, оно реализуется путем открытия нескольких слотов на режущем лезвие и изменяя структуру больших конец. Количество слотов может быть точно определено, используя оптимизированный модуль дизайна ANSYS Finite Element Software. Сначала параметризуйте модель резака. Solid186 Solid-элемент выбран, и клетки делятся на свободный метод замыкания. Когда структура резащита меняется, устройство может быть свободно расширено. Устройство Solid186 является 20-узлом эластопластического твердого элемента с пластичностью, ползучести, жесткостью напряжения, большая деформация и возможностью большой деформации. Атрибуты 316L: плотность R = 9800 кг / м3, модуль упругости E = 201 GPA, соотношение Пуассона m = 0,3.
(1) Оптимизируйте настройки переменной
Целью функции математической модели резаки является Sub_Ux, а переменные состояния представляют собой MFREQ1, MFREQ2 и MFREQ3. Специфическое значение определяется следующим образом:
Однородность Sub_ux: выходное мнение продольного смещения / максимум;
Частотный интервал MFREQ1: Резонансная частота продольной вибрации
Абсолютное значение разницы в 20 кГц;
Частотный интервал MFREQ2: абсолютное значение разницы между резонансной частотой продольной вибрации и частотой следующей порядки продольной вибрации;
Частотный интервал MFREQ3: абсолютное значение разницы между резонансной частотой продольной вибрации и верхней частотой продольной вибрации
Дизайн переменных в количестве слотов, затем выберите инструменты оптимизации и методы оптимизации, указывайте оптимальные методы управления петлями и оптимизировать
Анализ.
(2) Анализ результатов
После завершения решения влияние количества слотов на естественной частоте вибрационного режима продольной вибрации показано на рис. 2. Воздействие на частотный интервал показан на рис. 3 и рис. 4, а также Влияние на однородность выходного терминала показана на рис. 5.
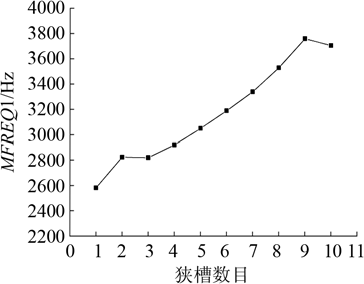
Фиг.2 Влияние количества узких слотов на продольной частоте вибрации (MFREQ1)
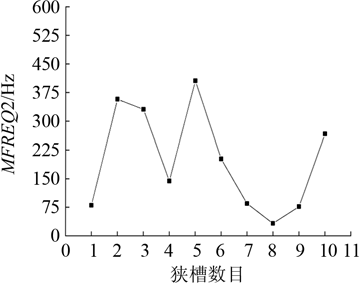
Рис.3 Влияние количества узких слотов на частотное расстояние (MFREQ2)
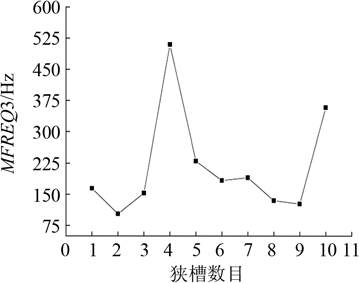
На фиг.4 Влияние количества узких прорезей на расстоянии частоты (MFREQ3)
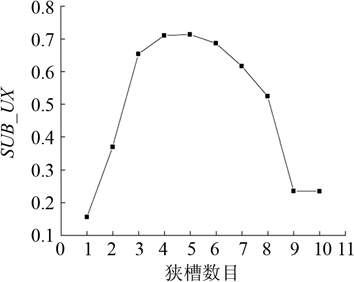
Рис.5 Влияние количества узких слотов на однородность (sub_ux)
Из приведенных выше результатов, когда резак имеет 4 или 5 слотов, он имеет высокую однородность и является оптимальным значением. Его влияние на частотный интервал похож. Поскольку результат проще в 4 слотах, а MFREQ1 меньше, 4 выбирается в качестве количества слотов. В это время, поскольку канавки изменяют структуру резака, а MFREQ2 и MFREQ3 представляют собой менее 500 Гц, режим продольного вибрации восприимчивается к ближайшему модальному интерференции; Резонансная частота, которая генерирует продольную вибрацию, также далеко от целевой частоты. Следовательно, на основе определения количества слотов, изменив расстояние между слотами, размер структуры, угол вращения и формы входного конца резака, структура резака дополнительно оптимизирована для соответствовать требованиям производства. Однородность портов, интервал частоты и близость к целевой частоте.
2 Чувствительность Анализ режущего лезвия структура
Форма резака после прорези и изменения большой концевой структуры осложняется, а изменение размера каждой структуры влияет на вибрационные характеристики резака. В дополнительном оптимизации, чтобы получить оптимальный раствор режущего лезвия, в качестве переменной конструкции можно выбрать структуру с высокой чувствительностью к вибрационным характеристикам. Благодаря анализу чувствительности размера режущего лезвия, степень воздействия структурных изменений на вибрационные характеристики, такие как естественная частота, частота между частотой и однородность режущего лезвия. Предоставляет основу для выбора переменных дизайна для оптимизации конструкции. После обработки и термической обработки вибрационные характеристики режущего инструмента имеют неизбежные ошибки. Следовательно, результаты анализа также могут обеспечить основу для коррекции режущего лезвия. Структура, выбранная для анализа чувствительности режущего лезвия, показана на рисунке 6.
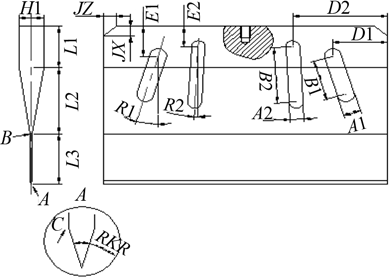
Фиг.6 Структура для анализа чувствительности
Проанализируйте структуру резака по анализу чувствительности
Чувствительность sub_ux, freq1, mfreq2, mfreq3
Результаты показаны на рисунках 7 ~ 10.
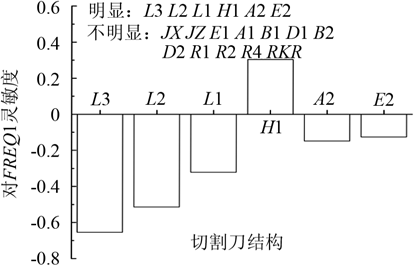
Фиг.7 Влияние структуры резака на продольную частоту вибрации (Freq1)
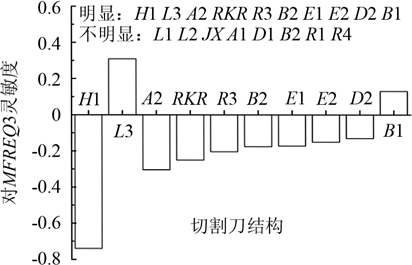
Фиг.8 Влияние структуры резака на частотное расстояние между продольной частотой вибрации и частотой вибрации предыдущего порядка (MFREQ3)
Структура резака имеет относительно большое влияние на продольную резонансную частоту вибрации, которая представляет собой L3, L2, L1, H1, A2 и E2. Среди них, как размер L3, L2, L1, A2, E2 увеличивается, продольная резонансная частота вибрации уменьшается; В качестве размера H1 увеличивается, продольная резонансная частота вибрации увеличивается, как показано на рисунке 7.
В структуре резака влияние продольной резонансной частоты вибрации и частотный интервал режима предыдущего порядка относительно велика, которые являются H1, L3, A2, RKR, R3, B2, E1, E2, D2 и B1. Среди них, H1, A2, RKR, R3, B2, E1, E2, R3, B2, E1, E2, D2, увеличение с вышеуказанным размером, частотный интервал уменьшается, L3, B1 увеличивается с увеличением вышеуказанного размера, интервал увеличивается, как показано на рисунке 8 . Показывать.
В структуре резака влияние продольной резонансной частоты вибрации и частотный интервал последнего первого режима представляет собой D2, L3, L2, E2, D1, H1, L1, B2 и E1. Среди них, по мере увеличения размера D2, L3, L2, E2, D1, H1, L2, B2, E1, частотный интервал увеличивается; По мере увеличения размера H1 и B2 частотный интервал уменьшается, как показано на рисунке 9. Показать.
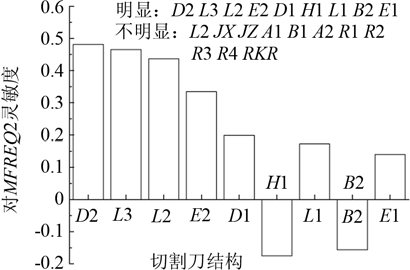
Фиг.9 Влияние структуры резака на частотное расстояние между продольной частотой вибрации и частотой вибрации следующего порядка (MFREQ2)
В структуре резака влияние на однородность выходного конца представляет собой R1, B1, R2 и A1. Среди них, по мере увеличения размера B1 и A1, равномерность увеличивается; По мере увеличения размера R1 и R2 равномерность уменьшается, как показано на рис. 10.
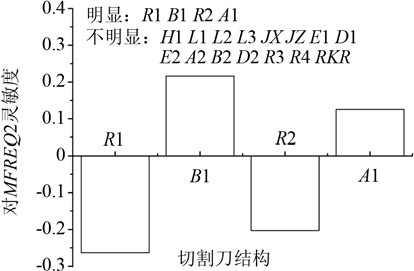
Рис.10 Влияние структуры резака на однородность режущей кромки (Sub_ux)
3 дизайн оптимизации
Согласно результатам расчета анализа чувствительности, переменные конструкции вторичного выбора оптимизации являются: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Переменные состояния: MFREQ1, MFREQ2, MFREQ3; Получены верхние и нижние пределы переменных состояний ограничения, а также получают точную резонансную частоту и один режим продольного вибрации. Объективная функция: sub_ux. Выбор метода оптимизации: метод функции аппроксимации (метод приближения подпрыблема).
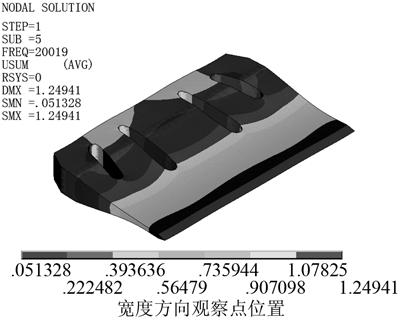
Рис.12 Продольный режим вибрации формы резака от оптимизации дизайна
Фигура 12 - принципиальная схема продольного вибрационного режима режущего лезвия после оптимизации конструкции. Цвет облачного изображения представляет различные значения смещения, и видно, что смещение режущей кромки режущего лезвия имеет высокую однородность. На рисунке 13 показано распределение амплитуды смещения режущего края в продольном режиме вибрации, а однородность режущего лезвия составляет 0,93.
Продольная вибрация резака имеет резонансную частоту 20019 ГЦ, погрешность 0,01% с целевой частотой 20000 Гц, а частотный интервал более 500 Гц, то есть оптимизированный резак имеет точную резонансную частоту и Чистый продольный режим вибрации.
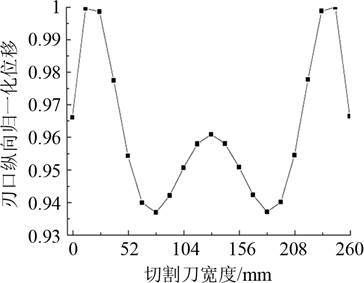
Рис.13 Распределение амплитуды routaCemnt режущей кромки
 Pусский
Pусский












