I. Обзор
PPS (полифенилен сульфид) представляет собой полукристаллическую термопластику с крутой кривой плавления и высокой температурой плавления (285°C, 545.°Е), и его чистый PPS не подходит для ультразвуковой сварки. Однако после добавления стекловолокна и других наполнителей жесткость смеси PPS значительно увеличивается, что способствует ультразвуковой передаче вибрации, поэтому может использоваться ультразвуковая сварка. При условии, что сварочные ребра разработаны разумно, содержание стекловолоконного волокна в 40% PPS может быть легко сварным. Однако, когда содержание стекловолокна и минеральный порошок постоянно увеличиваются, ультразвуковой компонент сложно сформировать, поскольку содержание компонента смолы в смеси становится низким.
2. Дизайн сварочного ребра
Дизайн сварочного ребра продукта PPS имеет решающее значение для прочности сварки. Конструкция частей и сварных ребер необходимо учитывать из сборки компонентов, а также воздействия этих конструкций на ультразвуковой процесс сварки.
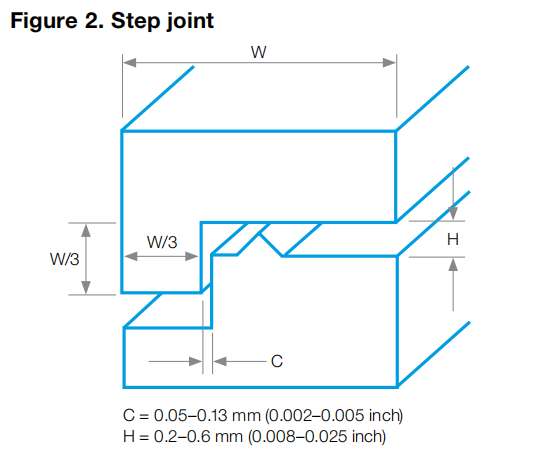
Для сварки материалов PPS обычно принимается конструкция шва сдвига. Для проектирования треугольных или энергосберегающих ребер различные типы PPS с различными композициями имеют разные результаты сварки. Для смесей PPS с высоким содержанием наполнителя не хватает недостаточной плавления при плавлении, и в обе стороны невозможно сформировать больше областей склеивания. Следовательно, такие смеси PPS не подходят для дизайна треугольных или энергосберегающих ребер.
Для сдвиговых соединений аналогичное действие \"мазка \" производится на совместном интерфейсе во время процесса сварки, что приводит к большей текучести расплавленной пластиковой и более легкой пайки. Испытания показали, что для PPS с высоким содержанием наполнителя продукт с использованием сдвигового соединения имеет усилие выталкивания, которая в шесть раз выше, чем у ступенчатой сварки. В то же время, сдвиг шов расплавляется и облигации к большей области, которая помогает уплотнить.
Типичные сдвиговые и ступенчатые сварные швы показаны на рисунках 1 и 2 ниже.
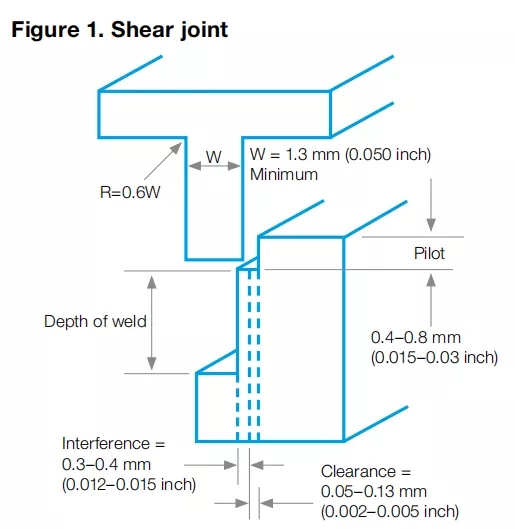
Для продуктов с максимальным размером более 89 мм или нерегулярной формы трудно контролировать ошибку литья под давлением, что приводит к нестабильным результатам сварки. Следовательно, дизайн сдвигового шва не рекомендуется для продуктов с большими или нерегулярными формами, но рекомендуется треугольный проводник / шаг / канавку. В целом, глубина сварки соединения сдвига составляет примерно в 1,25 раза толщина стенки.
Для ультразвуковой примерной сварки PPS тонкостенные части PPS высокочастотные (например, 20 кГц или 30 кГц) и сварочные процессы с низкой амплитудой, скорее всего, будут успешными. В то же время он имеет преимущество низкой мгновенной мощности и защиты от повреждений компонентов. При использовании дизайна ребра RIB RIBE ENERGY для типичного полукристаллического материала треугольный угол ребра составляет 60 °, ширина нижней части обычно составляет 20% -25%, а высота составляет 0,866 раз, чем ширина дна.
Важно помнить при разработке продуктов, которые выбирают ультразвуковой процесс сварки, который должен минимизировать ненужные убытки ультразвуковых энергий. Ультразвуковые волны распространяются в направлении движения сварки Horn.И энергия пропорциональна размеру секции стены. Часть, которая должна быть вибрирована должна быть самой верхней и легкой частью сборки, а большая плоская поверхность, которая находится в контакте с сваркойРогдолжен быть спроектирован над сварочным бусином. Иногда необходимо создать особую структуру для передачи энергии колебательной энергии непосредственно на сварку, например, добавив поднятую структуру губ на краю крышки. Правильная родительская сборка клиренса также необходимо, чтобы избежать помех и привести к припоям. Части на пути вибрации должны быть закруглены, а размер филе в 0,6 раза толщина стенки, чтобы избежать растрескивания деталей во время ультразвуковой сварки. Симметрично разработанные детали легче сварить из-за их равномерного распределения давления и энергии.
Таким образом, следующие не являются неправильными проектами сварки, чтобы избежать:
1. Дизайн зазора компонента сборки слишком мал, и существует плотная или помех, которая предотвращает эффективное использование ультразвуковой вибрации в сварочное ребро;
2. Поперечное сечение детали, передавающей ультразвуковой вибрации, слишком маленькая / тонкая, что приводит к растрескиванию на большой амплитуде;
3. Если размер сварного шва слишком большой, мгновенная выходная мощность будет слишком большим, что может повредить детали;
4. Часть, которая находится в прямом контакте с сваркой Horn.не самая передовая и самая легкая часть в сборке;
5. Внутренние острые углы могут привести к трещину деталей;
6. Внутренняя металлическая вставка поглощает ультразвуковые колебания и снижает эффективность сварки, поэтому металлические детали должны быть собраны после ультразвуковой сварки.
3. Рекомендации процесса сварки
Оптимальный ультразвуковой процесс сварки сильно зависит от точности детали и узел, а также сварочное оборудование и приспособления. Важно обратиться за советом производителя во время этапа дизайна продукта. Регулировка параметров сварки должна учитывать композицию материала, ошибку размеров и жесткость части, а также расстояние между положением сварки Horn.и продукт и шва. Свариваемость продукта относится к способности материала для передачи ультразвуковых колебаний без повреждений.
Поскольку PPS является высокой температурой плавления полукритисталлической термопластиковой, большая амплитудная ультразвуковая вибрация обычно требуется для расплавления пластика для образования сварного шва. Учитывая высокий модуль (высокая жесткость) свойства PPS, амплитуда выхода может передаваться по значительному расстоянию в пластической части. Чем больше расстояние между рогом и сварным швом, тем больше требуется амплитуда. В ближнем полевой сварке (расстояние между сваркой Horn.Контактная поверхность и сварные швы менее 6 мм), более высокая эффективность сварки может быть достигнута с помощью высокочастотной и более низкой амплитудной сварки. В данной области сварки (расстояние между сваркой Horn.Контактная поверхность и шва превышают 6 мм), расстояние передачи амплитуды ограничено структурой продукта. Когда стена тоньше, ультразвуковое расстояние передачи вибрации короче.
Власть, необходимая для сварки, зависит от размера области сварного шва, геометрии части и характеристик поглощения материала. Сварка PPS обычно требует высокой мощности, чтобы убедиться, что большая часть энергии очень быстро передается на сварку, либо избегая повреждения вибрации. Скорость сварного шва Horn.Соответствует плавлению пластика PPS и скоростью формирования сварного шва.
Когда продукт спроектирован с помощью сдвигового шва, начальные параметры могут быть установлены на высокую мощность, модулятор соотношения большого соотношения, низкому давлению сварки и более медленную скорость сварки. Затем, согласно фактическим результатам сварки, выполняется следующая настройка. При пайке имейте в виду, что большая амплитуда и долгосрочная вибрация могут повредить поверхность части. Максимальная прочность сварки образуется во время фазы удержания. Если герметичность не является хорошим, динамическое давление удерживания давления или время удержания может быть увеличено для улучшения.
При использовании дизайна шва сдвига необходимо обратить внимание на боковую поддержку стенки продукта, чтобы избежать проблемы плохой прочности сварки из-за отверстия боковой стенки части во время сварки. Светильник может быть изготовлен из алюминия, стали, смолы или других материалов. Подготовка между приспособлением и продуктом должно быть уместно, чтобы обеспечить правильную поддержку и облегчить обработку деталей.
4. Сварочная сила
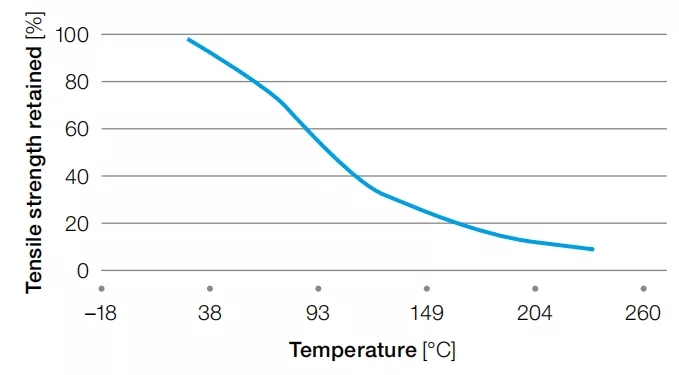
Сила сварного шва обычно намного ниже, чем объемный материал. Поскольку на сваре почти нет стекловолокна, прочность сварного шва в основном определяется прочностью самой смолы. То есть при сварке чистых смотровых материалов (исключая стекловолокное волокно), прочность сварного шва обычно не такая большая, как объемный материал. Для некоторых материалов PPS прочность сварки может достигать 50 МПа; Для большинства материалов PPS прочность на сварке составляет менее 35mpa. Кроме того, прочность сварного шва уменьшается с увеличением температуры, как показано на следующем рисунке (чистая прочность на растяжение чистого PPS в зависимости от температуры).
Кроме того, есть много других факторов, которые влияют на прочность сварки:
Площадь сварочной зоны. Чем дольше провод, тем более расплавленный пластик, тем больше прочности сварки. Но на самом деле, пострадавших от таких факторов, как точность и приспособления литья литья под давлением, площадь сварной площади будет намного меньше, чем ожидает конструкции.
·
Инъекционные формованные детали размерная точность и качество. Дефекты впрыска, такие как пустоты, поглощают ультразвуковые колебания и влияют на передачу энергии. Может вызвать ожоги и внутренние трещины на поверхности части, а также более низкую прочность сварки.
·
Такое поверхностное загрязнение смазки или выпуск пресс-формы снижает выработку от фрикционного тепла и препятствует процессу сварки. В то же время прочность сварного шва ухудшается из-за примесей, попадающих в сварку.
Во время процесса сварки PPS пластик на сварке быстро растаял и быстро охлаждается, и легко производить более аморфное (аморфное) состояние. Когда продукт используется при температуре выше 85 ° C, PPS постепенно превращается в полукристаллическое состояние, создавая дополнительное напряжение внутри продукта.
 Pусский
Pусский







