Как сделать идеальный ультразвуковой роговой и преобразователь
1. Ультразвуковой принцип преобразователя и дизайн (ультразвуковая система вибрации) сопоставление
Аннотация: Дизайн и расчет ультразвуковой системы преобразователя пластикового сварочного аппарата, а также использование трехмерного программного обеспечения Pro-e, для нарисования трехмерной модели, а затем анализ частот, обеспечивает полезный метод дизайна для ультразвуковой системы преобразователя Отказ
Ключевые слова: ультразвуковой преобразователь, ультразвуковой вибратор, ультразвуковой вибратор, ультразвуковая вибрационная система
В современном обществе различные продукты пластмасс проникли в различные поля повседневной жизни. Традиционные технологии обработки больше не могут отвечать потребностям развития современной пластмассы. Ультразвуковая пластиковая сварочная машина не должна добавлять любой клей, наполнитель или растворитель и не потребляет большое количество источника тепла при сварке пластиковых изделий. Он имеет преимущества простых эксплуатации, быструю скорость сварки, высокую прочность сварки и высокую эффективность добычи. Следовательно, технология ультразвуковой сварки становится все более и более широко используемым. Ультразвуковые трансдуцирующие системы обычно включают ультразвуковые преобразователи и ультразвуковые рожки, которые являются основными компонентами для ультразвуковой сварки, а хорошие ультразвуковые преобразователи являются предпосылками для ультразвуковой сварки.
2.1 Ультразвуковой проектирование преобразователя
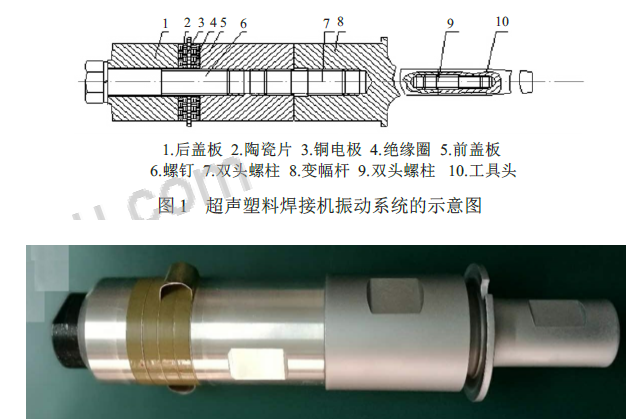
Когда ультразвуковой пластиковый сварочный аппарат работает, обработка пластиковой заготовки требует высокочастотной продольной вибрации, так что верхние и нижние формы заготовки вибрируют и расплавляют верхние и нижние слои для получения эффекта сварки. Следовательно, тип преобразователя выбран в качестве продольного композиционного преобразователя, а структура проста, а схематическая диаграмма показана на фиг. 2 Первые и последние две части представляют собой металлические покрытия; Средний представляет собой пьезоэлектрический керамический кристаллический кучей, который обычно является продольно поляризованным круглым отверстием или круглой трубкой или радиально поляризованной круглой трубкой; Стрессовой винт затягивает три части плотно нажатия.
Ультразвуковой рог
Ультразвуковая диаграмма роговой структуры
Ультразвуковая сварка головы
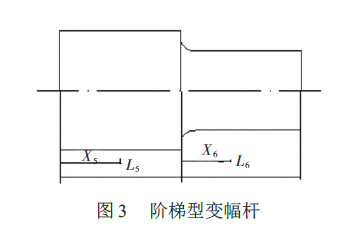
Ступенчатая ультразвуковая форма
Используя программное обеспечение Pro-e для анализа частоты рога, во-первых, 3D-модель рога нарисована программным обеспечением Pro-E в соответствии с размером рога. Во-вторых, инструмент анализа частоты используется для анализа частоты рога. Входное низкое частотное значение составляет 20000 Гц, материал 2A01, а модуль упругости материала составляет 0,7 × 105 МПа, что составляет 0,3. После того, как результаты анализа показаны на рисунке 4, частота вибрации на выходе рога составляет 20544 Гц, что не сильно отличается от исходного значения частоты 20 кГц, поэтому он может соответствовать требованиям дизайна.
2.3 Ультразвуковой сварочный дизайн головы
Когда работает ультразвуковой пластиковый сварочный аппарат, сила, оказываемая на заготовку головкой инструмента, составляет от 30 до 50 Н, поэтому сила не является большой, и это условие рабочего времени среднего уровня, так что жесткий алюминий Модель 2a01 может быть выбрана в качестве изготовления материала. Отказ Для головки инструмента правильно работают, часть головки инструмента, которая подключена к выходу рожка. Соответствие относится к соответствующему импедансу между выходом рога и входом головки инструмента. Поэтому требуется, чтобы на резонансной частоте на их торцевых лицах выходной импеданс рога равен входной импедансу головки инструмента. Согласно знаниям, упомянутому выше, равный импеданс из них требует, только требует, чтобы их площади поперечного сечения были равными.
Ультразвуковая сварочная головка
Использование программного обеспечения Pro-e для анализа частоты ультразвуковой сварки, во-первых, 3D-модель головки инструмента нарисована программным обеспечением Pro-E в соответствии с размером сварочной головки. Далее головка инструмента была проанализирована для частоты. Входное низкое частотное значение составляло 20 кГц, материал 2А01, а упругий модуль материала составлял 0,7 × 105 МПа, 0,3. Диаграмма анализа частоты
Ультразвуковая сварочная головная проверка
Можно видеть, что небольшая концевая часть поверхности головы сварки головки также является резонансной частотой верхней части рисунка составляет 20021 Гц, что не сильно отличается от частоты первой данной ультразвуковой волны 20 кГц. Следовательно, конструкция головки инструмента может соответствовать требованиям к дизайну, а рабочее время может быть вибрацией, передаваемой преобразователем через рог до входного завершения головы роговой головки.
Анализ частоты ультразвуковой сварки
Согласно вибрационному уравнению любого переправочного сечения, общее решение уравнения вибрации решается при условии, что координаты и граничные условия каждой части вибратора известны, а затем уравнение частоты и скорость вибрации получены вокруг граничные условия общего решения и ультразвуковой преобразователь. Ультразвуковые преобразователи были спроектированы с помощью ряд знаний уравнения распределения напряжений и характеристикам пьезоэлектрического эффекта керамического материала. Согласно рабочему условию ультразвуковой пластиковой сварочной машины, выбран тип рога; Согласно амплитудной амплифицирующему коэффициенту, взаимосвязь между мощностью волны и амплитудой, получена в поперечном разрезе рога; Общее решение в соответствии с уравнением скорости вибрации и удобными условиями рожка, рассчитайте распределение скорости нагрузки и вибрации каждой части рога. Согласно уравнению частоты и состояния прочности, сварочная головка ультразвуковой пластиковой сварочной машины была разработана.
Ультразвуковой тест параметров преобразователя
Благодаря ряду дизайна и расчета знаний определяются размеры ультразвукового преобразователя, головы рога и инструмента, а анализ спектра проводится программным обеспечением Pro-E, чтобы убедиться, что оно соответствует требованиям к дизайну. Таким образом, конструкция системы вибрации ультразвуковой пластиковой сварочной машины завершается, что обеспечивает полезные этапы конструкции и способы для ультразвуковой системы вибрации.
2. Подборка ультразвуковых преобразователей:
Ультразвуковой преобразователь представляет собой устройство преобразования энергии, функцию которого является преобразование входной электрической мощности в механическую мощность (т. Е. Ультразвуковые волны), а затем выйдут ее, в то время как он потребляет небольшое количество мощности (менее 10%). Следовательно, проблема, которую следует учитывать при использовании ультразвукового преобразователя, является соответствие с входными и выходными клеммами, а затем механические монтажные и сопряженные размеры. На рынке есть много типов ультразвуковых машин, и клиенты должны предоставлять ультразвуковые и надежные показатели, чтобы гарантировать, что ультразвуковые продукты преобразователя, предоставляемые компанией, могут быть хорошо сопоставлены с ультразвуковыми машинами вашей компании для достижения хорошей производительности.
Ультразвуковой преобразователь
Ультразвуковые преобразователи и ультразвуковые вибраторы должны обратить внимание на следующие параметры:
1 Резонансная частота: F, блок: кГц
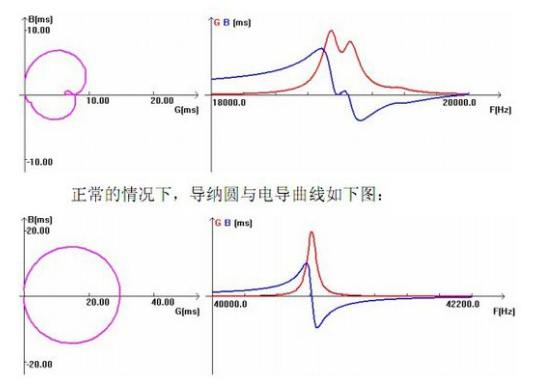
Частота относится к частоте, измеренной методом линии передачи, используя частотный генератор, милливольтеметр или тому подобное, или частоту, измеренную анализатором импеданса или тому подобным. Обычно известен как небольшая частота сигнала. Напротив нее верхняя частота, которая является фактической рабочей частотой, измеренной заказчиком, когда преобразователь подключен к источнику питания привода через кабель и выгружен или загружен. Поскольку соответствующие цепи клиентов разные, одни и те же преобразователи различны по частоте с различными источниками вождения. Такие частоты не могут быть использованы в качестве заказа.
2 емкости преобразователя: CT, агрегат: PF
То есть свободная емкость преобразователя может быть измерена путем моста конденсатора на частоте 400 Гц до 1000 Гц, а также использоваться характерный анализатор импеданса. Быть простым, измерение с общей портативным измерителем емкости также может соответствовать требованиям.
3 Рабочий режим преобразователя
Из-за различных методов обработки и требований, рабочий режим преобразователя может быть приблизительно разделен на непрерывную работу (шнурка машины, машина для компакт-дисков, машины на молнии, металлическую сварку и т. Д.) И работой импульсного типа (такой как пластиковый сварочный аппарат). Различные методы работы Требования к преобразователю различны. В целом, непрерывная работа практически не имеет времени паузы, но рабочий ток не очень большой, операция импульса прерывится, есть пауза, но мгновенный ток очень большой. В среднем, сила обоих состояний велика.
4 типа преобразователя и высокая мощность
Производитель машины может иметь разные спецификации для номинальной мощности машины для разных целей и целей. Другими словами, тот же самый преобразователь может иметь разные номинальные способности, используемые на разных машинах. Чтобы избежать неоднозначности, клиент должен указать структуру преобразователя, такого как тип столбца, перевернутый тип рога и т. Д., И диаметр и количество пьезоэлектрических керамических вафлей.
5 Размеры установки и сопряжения
Существуют в основном ультразвуковые роговые материалы, методы обработки поверхности и формы. Ультразвуковой преобразователь связан с ультразвуковым рогом, ультразвуковой рог соединен с ультразвуковой формой, а диаметр, толщина, выемки или отверстие винта и положение ультразвукового фланца рога.
 Pусский
Pусский








