Как решить дефекты во время ультразвуковой сварки
Общие дефекты ультразвуковой сварки:
Во-первых, сила не может достичь желаемого стандарта.
Конечно, мы должны понимать, что сила ультразвуковой операции сварки никогда не может достичь силы интегральной формовки. Можно только сказать, что он близок к силе интегральной формовки, а также требования к сваркеСила должна зависеть от ряда комбинаций. Каковы эти сотрудники?
※Пластиковый материал: результат сварки АБС и АБС определенно сильнее, чем сила пресса и сварки ПК, потому что температура плавления двух разных материалов не будет такой же, конечно, прочность сварки не совпадает с тобой, хотя Мы обсуждаем, могут ли два материала ABS и PC свариваться друг к другу? Наш ответ заключается в том, что его можно сваривать, но прочность после сварки того, как мы хотим? Это не обязательно так! С другой стороны, а как насчет ситуации ABS и Nile, PP и PE? Если ультразвуковой рог мгновенно выделяет 150 градусов тепла, хотя материал ABS был расплавлен, нейлон, ПВХ, PP и PE только смягчены только. Мы продолжаем согреться до 270 градусов или более. В это время нейлон, ПВХ, PP и PE достигли температуры ультразвуковой сварки, но материал ABS был разрешен в другую молекулярную структуру! Из вышеперечисленного обсуждения мы можем обобщить три выводы:
1. Чем сильнее прочность сварки пластикового материала с той же точкой плавления.
2. Чем больше температура плавления пластикового материала, тем меньше прочность сварки.
3. Чем выше плотность пластикового материала (жесткой), тем выше прочность слияния, чем нижняя плотность (высокая вязкость).
Во-вторых, поверхность продукта производит испуганные или треснутые.
В ультразвуковой сварке распространено для поцарапания поверхности продукта, сломанным или треснутым на суставе. Поскольку в ультразвуковой операции есть две ситуации: 1. Высокая тепловая энергия непосредственно контактирует на поверхность пластикового продукта 2. Вибрационная проводимость. Следовательно, когда ультразвуковые вибрации действует на пластиковый продукт, поверхность продукта склонна к ожогам, а пластиковая колонна или отверстие с тонкой толщиной 1 м / м также склонны к растрескиванию. Это предпосылка для ультразвуковой операции. Избегать. С другой стороны, из-за отсутствия ультразвуковой выходной энергии (удлинительная таблица и верхняя форма рога), требуется много времени, когда энергия фрикционного вибрации преобразуется в тепловую энергию, чтобы накапливать тепловую энергию, чтобы компенсировать отсутствие выпуска власть. Этот вид сварочного метода не является энергией тепловой энергии вибрации, которая достигается в одно мгновение, но время сварки необходимо накапливать тепловую энергию, так что температура плавления пластикового продукта достигает эффекта сварки, так что тепловая энергия Остается на поверхности продукта слишком долго, а накопленная температура и стресс также вызывают ожоги, разрывы или разрывы в продукте. Следовательно, необходимо учитывать выходную мощность (количество сегментов), время сварки, динамическое давление и другие факторы для преодоления этого типа потери работы.
Решение:
1. Уменьшите давление.
2. Уменьшите время задержки (ранняя вибрация)).
3. Уменьшите время сварки.
4. Цитата освещения медиа (например, пакетики PE).
5. Форма имеет поверхностную обработку (закаленные или хромированные).
6. Количество стадий машин уменьшается или уменьшается.
7. Для продуктов, которые легко треснуты или сломаны, крепеж должен быть изготовлен из амортизации, таких как мягкая смола или покрытая пробка (это средство не влияет на прочность сварки).
8. Легко сломать продукты, добавляют угол R на прямых углах.
В-третьих, продукт производит искажение.
Есть три причины этой деформации:
1. Корпус и желаемое слияние или крышка не могут сопоставить друг друга из-за угла или кривизны.
2. Продукт тонкий и тонкий (в пределах 2 м / м), а длина превышает 60 м / м.
3. Продукт деформирован и искажены из-за таких условий, как давление литья под давлением.
Поэтому, когда наша продукция деформирована ультразвуковой операцией, кажется причиной ультразвуковой сварки на поверхности. Однако это только результат. Что происходит с пластиковым продуктом, прежде чем оно сваривается, а что происходит после сварки. Если на главной причине нет обсуждения, это займет много времени для решения проблемы не лечения правильной медицины, а в ультразвуковой операции сварки косвенной проводимости (не прямое плавление), давление ниже 6 кг не может Измените гибкость и инерцию пластика. Поэтому не пытайтесь использовать сильное давление, чтобы изменить деформацию перед сваркой (максимальное давление машины Fusion составляет 6 кг), включая принудительный экструзион с помощью приспособления формы. Возможно, мы также будем впадеться в слепое место, то есть для того, чтобы исследовать причину деформации с поверхности, то есть невооруженным глазом не видно до слияния, но после завершения ультразвуковой сварки очевидно, что это очевидно, чтобы найти деформация. Причина в том, что перед сваркой существование линии предохранителей будет трудно найти накопленные углы самих продукта, дуги и накопленную погрешность остаточного материала, но после завершения ультразвуковой сварки он появится быть видным невооруженным глазом. Деформация.
Решение:
1. Уменьшите давление (давление предпочтительно ниже 2 кг).
2. Уменьшите ультразвуковое время сварки (снижение уровня прочности).
3. Увеличьте время затвердевания (не менее 0,8 секунды или более).
4. Проанализировать, могут ли ультразвуковые верхние и нижние режимы могут быть частично отрегулированы (не нужно).
5. Проанализировать основную причину деформации продукта и улучшить его.
В-четвертых, внутренние части продукта разрушены
※Причины повреждения продукта после ультразвуковой сварки следующие:
1. Выход мощности ультразвуковой сварочной машины слишком силен.
2. Ультразвуковая энергия усилитель энергии Выход слишком сильна.
3. Нижний крепеж пресс-формы подвешен точкой силы и разрушается ультразвуковой вибрацией.
4. Пластиковый продукт высок и тонкий под прямым углом снизу, и нет угла R для буферизации энергии.
5. Неправильные ультразвуковые условия обработки.
Решение:
1. Раннее ультразвуковое время вибрации (избегайте контактных вибраций).
2. Уменьшите давление и уменьшите ультразвуковое время сварки (уменьшите уровень прочности).
3. Уменьшите количество стадий мощности машины или машины с низкой мощностью.
4. Уменьшить соотношение расширения ультразвуковой формы.
5. Нижняя форма мягкая резина при силе.
6. Нижняя форма и продукт избегают плавающих или пробелов.
7.horn (верхняя форма) повторно измеряет частоту после скучного.
8. Нанесите упругого материала после того, как верхний умирают скучно.
Пятый Продукт производит вспышку или вспышку
※Причина вспышки или заусена продукта после ультразвуковой сварки заключается в следующем:
1. Ультразвуковая мощность слишком сильна.
2. Ультразвуковое время сварки слишком длинно.
3. Давление воздуха (динамическое) слишком велико.
4. Давление под верхним числом (статическим) слишком велик.
5. Коэффициент расширения энергии верхней модели (рога) слишком велик.
6. Линия предохранителей пластиковых продуктов слишком наружной или слишком высокой или толстой.
Вышеуказанные шесть предметов являются причиной мигания продукта после операции ультразвуковой сварки. Однако наиболее важной - открыть линию предохранителей шестой ультразвуковой волны. Как правило, в операции ультразвуковой сварки давление воздуха составляет около 2 ~ 4 кг диапазона, согласно эмпирической величине сверхзвуковой линии расплава составляет 0,4 ~ 0,6 м / м в нижней части и 0,3 ~ 0,4 м / м на высоте. Например, эта типeΔострый угол составляет около 60°Помимо этого значения будет привести к ультразвуковой сварке, увеличению давления, машины или верхней мощности пресс-формы, что образуя вышеупомянутое 1 ~ 6 элементов, вызывая вспышку и заусенец.
Решение:
1. Уменьшите давление и уменьшите ультразвуковое время сварки (уменьшите уровень прочности).
2. Уменьшите количество стадий мощности машины или машины с низкой мощностью.
3. Уменьшите соотношение расширения ультразвуковой формы.
4. Используйте ультразвуковой машину, чтобы точно настроить позиционирование и исправить.
5. Измените ультразвуковой линию расплава.
Шестой, размер продукта после сварки не контролируется в пределах допуска
※В ультразвуковой сварке продукт не может контролироваться в пределах допуска следующих причин:
1. Стабильность машины (преобразование энергии не добавлено коэффициент безопасности).
2. Деформация пластиковых изделий превышает натуральный спектр ультразвуковых волн.
3. Позиционирование приспособления или несущая емкость нестабильна.
4. Ультразвуковой вывод расширения энергии верхнего режима не совпадает.
5. Условия процесса сварки не добавили коэффициент безопасности.
Решение:
1. Увеличьте коэффициент безопасности сварки (по времени сварки, давлением, мощностью).
2. Включите тонкий регулировочный винт (должен контролироваться до 0,02 м / м).
3. Проверьте, достаточна ли выходная энергия ультразвуковой верхней части (увеличение количества сегментов, когда недостаточно).
4. Проверьте, стабильны ли позиционирование прибора и способность продукта.
5. Измените ультразвуковой линию плавления.
Ультразвуковая пластиковая сварочная вода / воздушная линия плавления линии
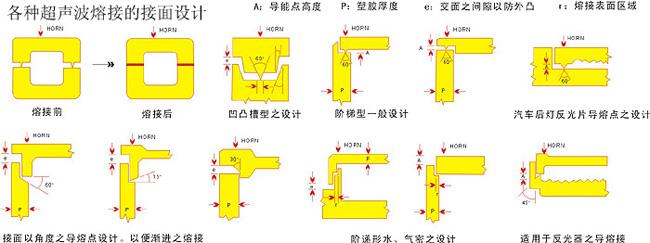
Когда мы хотим, чтобы продукт добиться функции водоснабжения и воздушной герметичности, позиционирования и ультразвуковой плавления, являются ключом к успеху или неудаче. Следовательно, в конструкции продукта, такого как: позиционирование, материал, толщина плоти и соответствующее соотношение ультразвуковой линии плавления абсолютных отношений. В общих требованиях воды и герметичника высота линии предохранителей должна находиться в диапазоне 0,5 ~ 0,8 м / м (в зависимости от толщины продукта), таких как ниже 0,5 м / м, для достижения функции воды и Герметичность воздуха, если только настройка позиционирования не должна быть очень стандартной, а толщина мяса составляет 5 м / м или более, в противном случае эффект будет плохим. Способ, в котором водонепроницаемый продукт обычно требуется, чтобы быть расположенным с сверхзвуковой линией расплава, заключается в следующем:
Он подходит для водонепроницаемости и слияния крупных продуктов. Угол контакта = 45°, X = W / 2, а D = 0,3 ~ 0,8 мм является предпочтительным.
Шагированный тип наконечника: подходит для водонепроницаемости и профилактики выпячивания или растрескивания. Угол контактной поверхности 45°,x = w / 2 и d = 0,3 ~ 0,8 мм.
Пик-до долины: подходит для водонепроницаемой и высокопрочной сварки, D = 0,3 ~ 0,6 мм Высота поверхности внутренней контакта H варьируется в зависимости от формы, но H составляет около 1 ~ 2 мм.
Ультразвуковая работа продукта не может добиться водоснабжения и воздушной герметики. В дополнение к таким факторам, таким как ультразвуковая линия плавления, позиционирование приспособления и позиционирование продукта, условия для ультразвуковых настроек также являются основной причиной. Здесь мы углубим глубже в другую причину (уплавка), которые зажигают воду и герметичность воздуха. Когда мы реализуем ультразвуковую сварку, это самая основная цель для эффективности эффективности, но она часто игнорирует предметы эффективности. Есть два явления:
Во-первых, скорость убывания, буферизация слишком быстро: скорость этого образования, так что динамическое давление плюс гравитационное ускорение будет сгладить ультразвуковой линию предохранителей, так что линия предохранителя не может играть роль плавления, образуя псевдофазную сварку. Отказ
Во-вторых, время сварки слишком длинно: пластиковые изделия из-за длительной тепловой энергии, не только делают пластмасшедший материал расплава, но также привести к явлению пластиковых тканей, выработку песка, воды или газа, которые проникают в песок дыра. Это самое сложное место для общей технологии производства для обнаружения.
 Pусский
Pусский

